


1)按照图片中各 个元件布局安装,有固定块、导轨、走线槽、端子排、
空气开关、急停模块、PLC (松下FPOR2 C32CT)及其扩展模块(FPORE32T)。
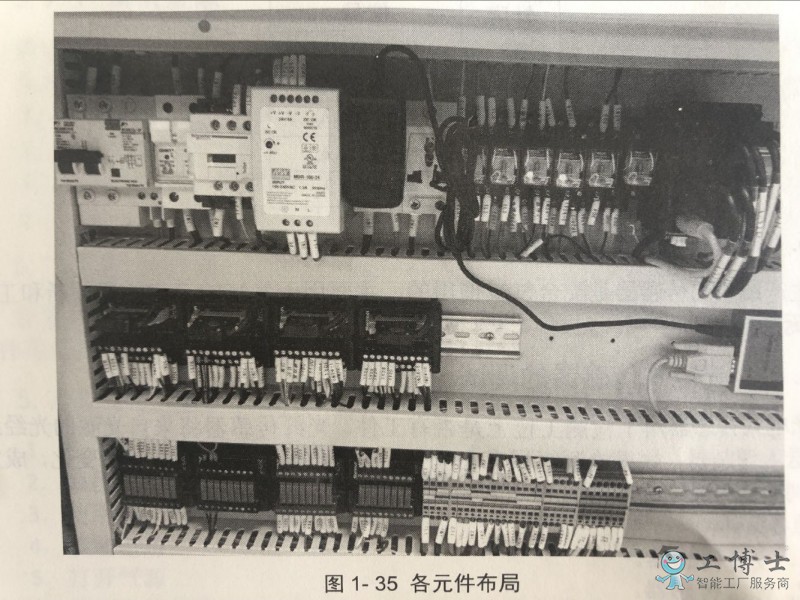
如图所示,在导轨上安装空气开关、PLC 通讯模块、端子排、固定块
和急停模块等。做好导线的安装标记,并安装到相应组件上。4.安装PLC导轨和保护地
用螺钉把导轨固定到安装部位。安装导轨时,应保留有足够的空间用
于安装模块和散热。
通过保护地螺钉 把保护地连到导轨上。5.将PLC安装到导轨上按照图片 将所有模块悬挂在导轨上,将模块滑到合适位置,然后向下
1) 用螺钉把导轨固定到安装部位。安装导轨时,应保留有足够的空间用
于安装模块和散热。
2)通过保护地螺钉 把保护地连到导轨上。5.将PLC安装到导轨上
1)按照图片 将所有模块悬挂在导轨上,将模块滑到合适位置,然后向下
安装模块。使用螺钉固定模块。
整体调试
当各工位组件调试完成后,要对产线进行整体联机调试。5.7.1调试要求
调试锁螺丝单元工作站时有下列要求。1.安装并调节好锁螺丝单元工作站2.一个控制面板3.一个PLC板
4.一个24VDC、 4A电源
5. 0.6Mpa的气源。吸气容量16/in5. 7.2外观检查
在进行整体调试前,必须进行外观检查。检查气源、电源、电气连接、机械元件等是否损坏,连接是否正确。
5. 7.3下载程序
1.松下控制器: FPOR-E32T
2.编程软件: FPWin2.9 1或者更高版本3.使用编程电缆线将PC与PLC连接4.接通电源5.打开气源
6.松开急停按钮
7.将所有PLC内存程序复位8.模式选择开关置STOP位置。9.打开PLC变成软件。10.下载PLC程序。
5.7.4通电、通气试运行
检测工作站的功能:
接通电源,打开气源,检查电源电压和气源气压。2.检查急停按钮是否松开,如果没有就松开急停按钮。3.将PLC上的模式选择开关调到RUN位置。4.将工件放入回流带上。按下触摸屏上的复位按钮进行复位,工作站将运行到初始位置。复位完成后,屏幕显示“复位完成”文字信号。注意:手动复位前将各模块运动路径上的工件拿走。按下启动按钮指示灯亮,启动锁螺丝单元完成工作过程。7.按下停止按钮或急停按钮,中断锁螺丝单元系统工作。 如果在测试过程中出现问题,系统不能正常运行,则根据相应的信号显示和程序运情况,查找原因,排除故障,重新测试系统功能。
8.检查并清理工作现场,确认工作现场无遗留元器件、工具和材料等物品。
从PLC 控制板上将导线连接至工作站的控制电缆接线插头x024中的插针跟PLC的1O!口的对应方面板和 工作平台上。关系如下表所示。
针脚 信号13 BitO输入14 Bit1输入15 Bit 2输入16 Bit3输入17 Bit4输入
5.6各传感器、气缸的调试
生产线中的传感器是配合气缸使用的,主要用于气缸的工作位置判断和工件有无的检测。
5.6.1光电式传感器的调试
光电式传感器用于检测工位上是否有工件。光纤传感器将来自光源的光经过光纤送入调制器,如果检测区域存在工件,会导致光的光学性质发生变化,成为被调制的信号光,在经过光纤送入光探测器。
准备条件:
1.安装传感器。2.连接传感器。小乡 3.接通电源。
执行步骤:
1.将光纤导线探头安装在检测区域。2.将光纤导线连接至光纤放大器上。3.调节传感器的灵敏度。
4.将工件方进入检测区域。传感器指示灯亮。
制。
5.6.2气缸的调试
气缸分别具有推料、阻挡、定位的功能。这些气缸的动作通过继电器控
准备条件:
1.安装气缸。2.连接气路。3.打开气源。执行步骤:
1.将气缸与电磁阀连接,用电磁阀控制气缸运动。2.固定位置。
3.通过电磁阀控制,检测气缸是否安装在正确位置。
更多机器人信息请点击:KUKA机器人